Checking the Scraper BeltInterval 1500 Hours Operating time Component Chip conveyor scraper belt Two people are required for this work: An assistant deactivates and activates the chip conveyor on the machine control box, whilst you inspect the chip conveyor. For manufacturer's documentation on the chip conveyor and on the cooling lubricant unit, see Subsuppliers' Information (ZI) from "Knoll". PreparationStep 1: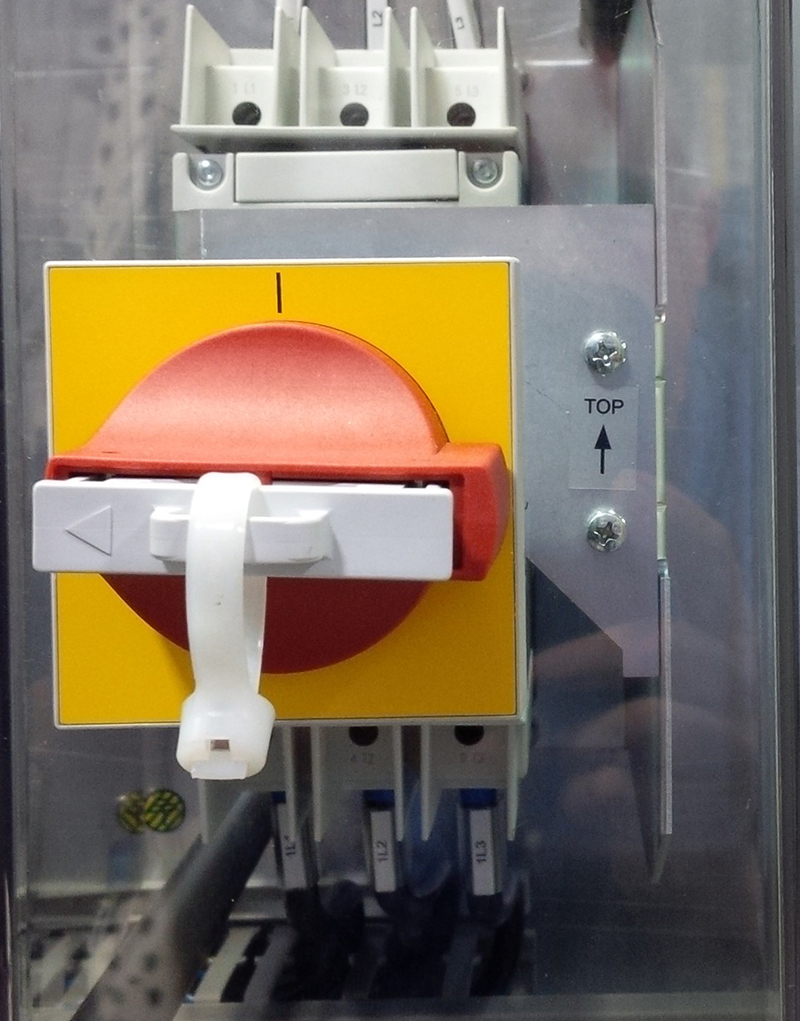
Turn off the Coolant/Pumpback Disconnect. Step 2:
Work area safety door closed and locked. Step 3:
Machine switched off at main switch and secured against being switched on again. Step 4: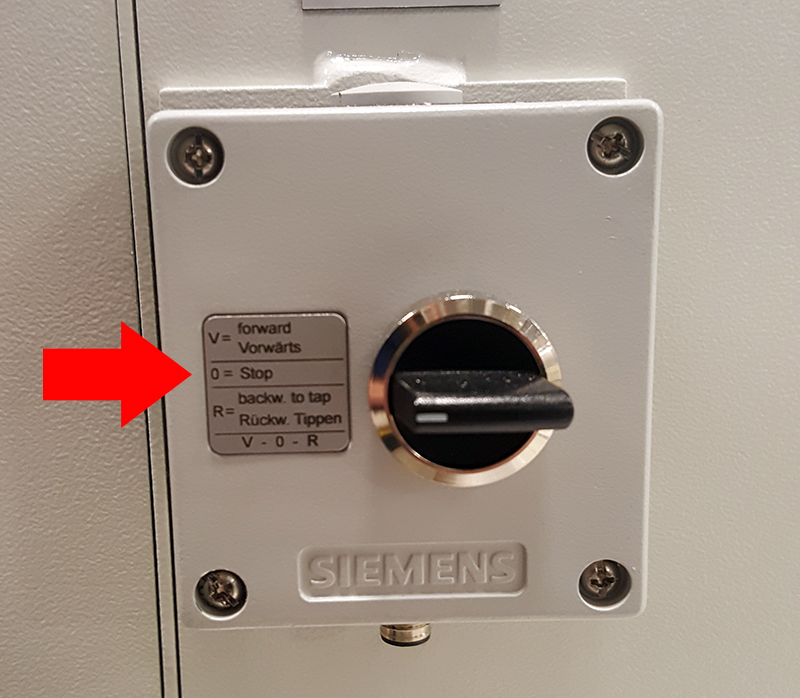
Chip conveyor switched to 0. Step 5: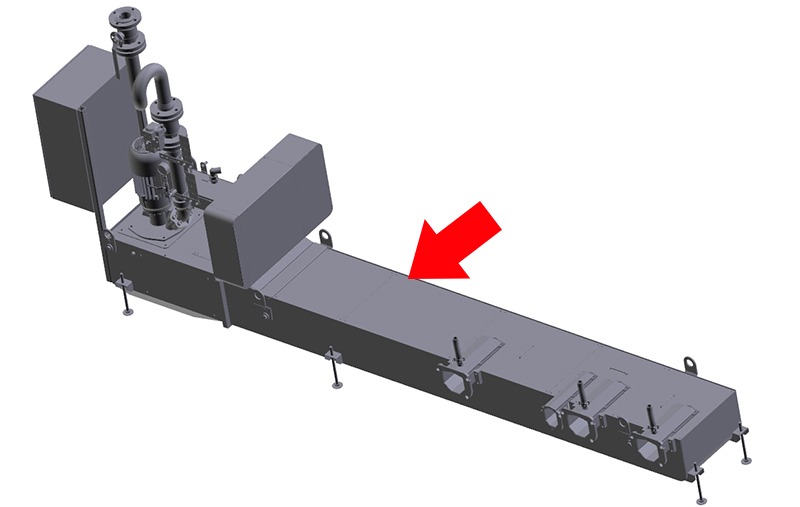
Remove the cover at the discharge of the chip conveyor. Step 6:Affix a cable binder to a tapping rail to identify start of checking. Step 7:
Switch the machine on. Switch on motors. Check
Step 1: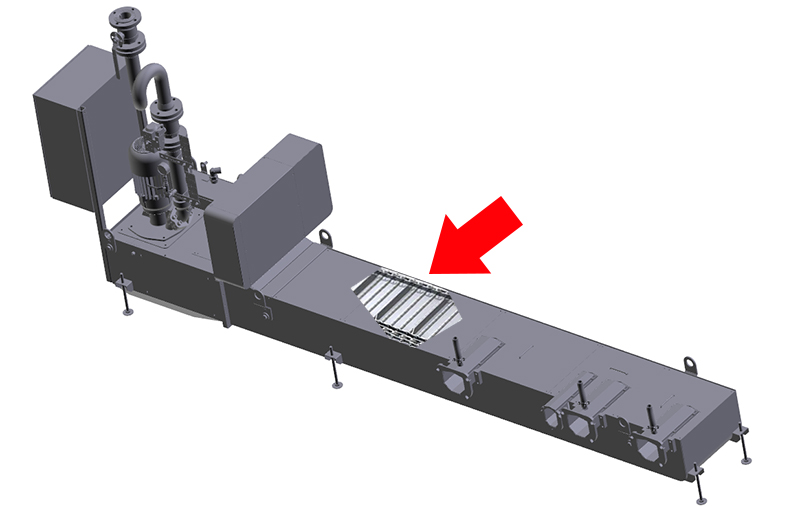
Check visible section of scraper conveyor:
Step 2:
Move scraper conveyor forwards step by step and check each section, until the initial test mark appears. Step 3:
Switch chip conveyor to 0. Step 4:
Replace worn or damaged components. For procedure, see: "Replacing the scraper conveyor or scraper conveyor components" CloseStep 1:
Switch off machine at main switch and secure against being switched on again. Step 2:Remove the initial test mark. Step 3:
Attach the cover to the discharge of the chip conveyor. Step 4: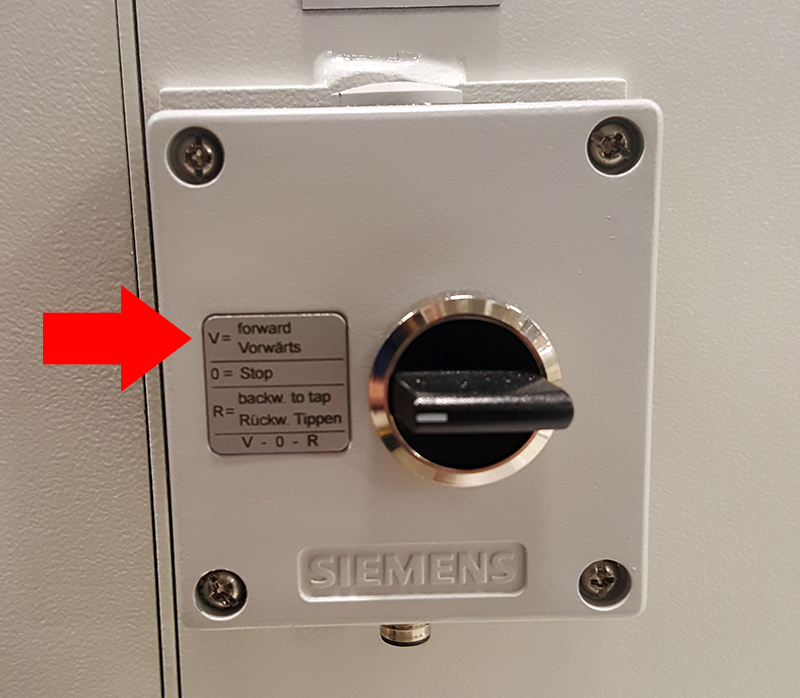
Switch chip conveyor to "forwards". Replacing the scraper conveyor or scraper conveyor componentsFor spare parts, see Subsupplier's Information (ZI) from "Knoll" Step 1:
Machine switched off at main switch and secured against being switched on again. Step 2: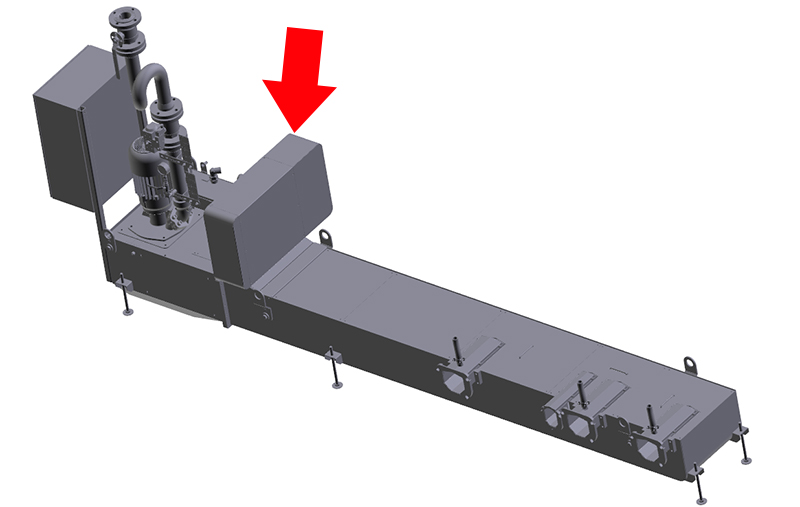
If you have to change the scraper conveyor, check also the lateral guide rails and the scraper conveyor drive for wearing. Step 3:Replace worn or damaged parts according to the manufacturer's instructions. Step 4:
Switch chip conveyor to "forwards". |